
Predposlednú časť sme ukončili výrobou teplého zvitku. Z neho po vychladnutí vezmeme vzorku, aby sme sa uistili, že materiál má také vlastnosti, aké má mať. Teda či sme na oceliarni nalegovali správnu zmes korenia – mangánu, titánu, nióbu, bóru a ostatných prvkov. Zisťujeme veci typu medza pevnosti (akú silu treba vyvinúť, kým sa materiál zlomí/praskne), medza sklzu (akú silu treba vyvinúť, aby sa materiál ohol) a podobne.
Teplé zvitky sú pokryté okovinami (oxidy železa, také čierne šupinky), ktoré je potrebné odstrániť. K slovu sa tak dostane proces, ktorý opísal už najväčší slovenský bard, Samo Chalupka – morenie. Teplý zvitok nastokneme na odvíjačku, jeho koniec pripevníme na navíjačku a potom ho celý pretiahneme cez niekoľko nádrží s kyselinou chlorovodíkovou. Tá okoviny z povrchu pásu odstráni, takže navinieme už o poznanie krajší, lesklejší morený zvitok. Ten má ešte vždy všetky vlastnosti teplého zvitku, len vyzerá lepšie. Čosi ako ženská s mejkapom, tu však omietku nenanášame, ale kyselinou odstraňujeme škaredú povrchovú vrstvu. O podobný skrášľovací proces sa už pokúsilo aj zopár degenerovaných ľudských jedincov, škoda len, že nie na sebe.
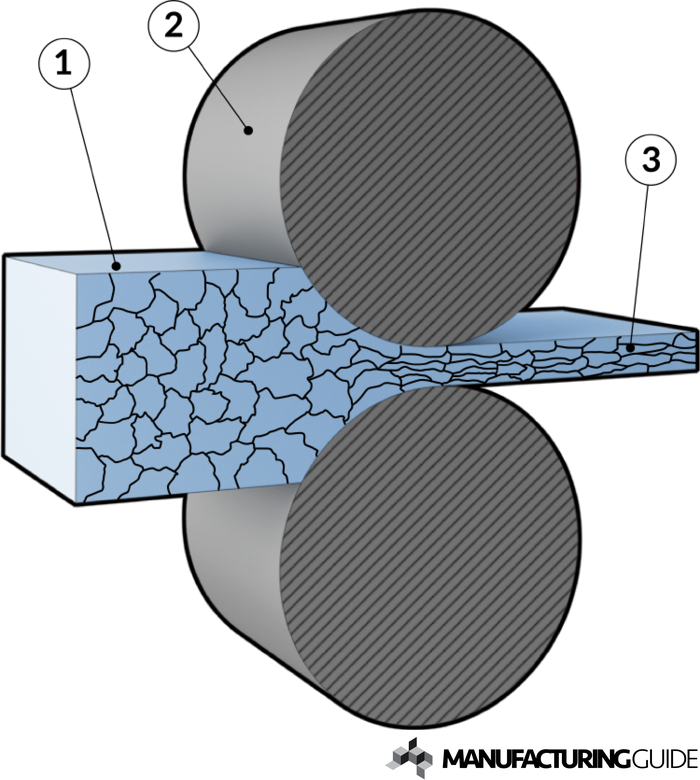
Morený zvitok potom prevezieme na studenú valcovňu (studenú preto, že na teplej sa bráma najprv rozžeraví v peci, tu valcujeme zvitok pri teplote okolia), kde ho preženieme štvorstolicovým tandemom (alebo päťstolicovým či šesťstolicovým). Pojem stolica sme si už vysvetlili minule, len pripomínam, že ide o štyri valce v rade nad sebou. Pomedzi dva prostredné (pracovné valce) prechádza pás, ktorý po prechode každou stolicou mení hrúbku a dĺžku – vyzerá to asi takto. Na navíjačke studeného valcovacieho tandemu je teda pás už omnoho dlhší, z niekoľko sto metrov sa stalo až niekoľko kilometrov, a tenší – už sa bavíme o milimetroch. Ako sme videli na obrázku, okrem tvaru oceľového pásu sa mení aj štruktúra zŕn, z ktorých sa materiál skladá, stávajú sa plochými. To my nechceme, nám sa páčia také nabubranejšie. Zapamätáme si teda, že na zrná ocele platí to isté, čo na cecky. Tu nám však silikónová metóda veľmi nepomôže, preto siahneme po žíhaní.
Žíhanie je zahriatie materiálu na teplotu okolo 600°C a výdrž pri tejto teplote po určitú dobu, niekedy až 8 hodín. Počas toho nám zrná krásne napučia. Aby to však nebolo také jednoduché, nesmie sa nám k tomu dostať kyslík. Oceľ je síce samozrejme nehorľavá, no pri vystavení takej vysokej teplote za prítomnosti kyslíka by zvitky sčerneli, zmodreli či zhnedli a to sa kotlebovcom zákazníkom nepáči. Tu máme k dispozícii dve metódy. Pri poklopovom žíhaní naukladáme tri či štyri zvitky (vždy keď poviem „zvitok“, predstavte si rolku toaleťáku) na seba, zakryjeme ich veľkým ochranným krytom, napustíme doň ochrannú atmosféru, na ten nasadíme ďalší kryt obsahujúci pec, a hrejeme. Zvitky sa tak pečú pekne pod ochranným krytom bez prítomnosti kyslíka a zrná bobtnajú. Druhou možnosťou je kontinuálne žíhanie – zvitok nasadíme na odvíjačku, pretiahneme linkou, ktorá obsahuje veľkú pec (izolovanú tak, aby vnútri nebol kyslík) a na navíjačku navíjame už vyžíhaný zvitok. Potom ho ešte prevalcujeme na jedno- alebo dvojstolicovej valcovacej trati.
Odtiaľ putuje do pozinkovne alebo pocínovne. Ako už názov napovedá, na oceľový pás sa elektrolyticky nanesie vrstva cínu, alebo sa naň v zinkovej vani nanesie zinok. Pocínovaný plech sa používa najmä na výrobu obalov, či už v potravinárskom priemysle alebo na balenie farieb a podobne. Z pozinkovaného sa vyrábajú najmä autá, domáce spotrebiče, konštrukčné panely a podobne. Zaujímavosťou je to, že pocínovacia aj pozinkovacia linka (rovnako ako aj moriaca, ale to som vám zamlčal) sú kontinuálne. Znamená to asi toľko, že tu sa nebabreme s každým zvitkom jednotlivo, aby sme nestrácali čas. Začiatok nového zvitku privaríme na koniec predchádzajúceho a je to. Aby nám počas zvárania (robia ho samozrejme stroje, no i tak to nejaký čas trvá) linka nemusela zastať, pretože by to malo neblahý až fatálny vplyv na tú časť pásu, ktorá je práve v peci či zinkovej vani (roztavený zinok... sooo hot!), používajú sa zásobníky, zvané aj veže. To si predstavíme súpravu povedzme 10 valcov dolu a 10 valcov hore, pričom tie horné sú pripevnené na konštrukcii (vozík), zavesenej na lanách – vyzerá to takto. Pás teda ťaháme hore a dole, hore a dole... atď. Na úplnom začiatku, keď linka stojí, je vozík dolu, je v ňom teda minimum pásu. Počas chodu linky sa vozík dvíha podobne ako výťah, čím rastie množstvo pásu naskladaného v zásobníku. Pri zváraní potom do zásobníka už pás nepribúda, no pomaly ho vyprázdňujeme (vozík ide dolu). Kým sa veža vyprázdni, máme už navarený ďalší zvitok, takže plynule jedeme dál.
Ako som už povedal, pocínovaný plech sa používa najmä v potravinárskom priemysle. Len pre zaujímavosť, jeho hrúbka je okolo 0,20 mm, čiže fakt ako žiletka. Tie OOPP, do ktorých firma núti zamestnancov sa navliekať, fakt majú svoje opodstatnenie. Zákazníci si z tohto plechu vyrazia viečka a plášť, zvaria ich dokopy a voilà – máme plechovku. Tak, teraz už viete, čo všetko predchádza jej výrobe. Preto, milé deti, keď najbližšie nejakú uvidíte povaľovať sa kdesi v lese, nekopte do nej. Pomyslite na to, že v minulom živote možno bola jednou z držkových Mázd a teraz si odpykáva svoj karmický deficit ako nižšia forma života. Na rozdiel od vás má však ešte vždy šancu, že ju objavia čučochtiví indoslováci, odnesú ju do šrotu a pracovití ľudia (rozumej jfo) jej potom vdýchnu nový, vznešenejší život.
The end







{kind=link}
{kind=link}